Palettenwechsel-System
HUB-Schwenk-KombinationHWP-Palettenwechsel
ERFAHRUNG SEIT 1996Bereits seit 1996 entwickeln wir mit unseren Schwenkmotoren Palettenwechsler für den Wechsel von Paletten mit Werkstücken in Bearbeitungszentren.
Schwenkmotor und Lineareinheit dieses Palettenwechslers sind hierbei so ausgelegt, dass sämtliche Kräfte aus der Werkstückbeladung, auch bei einseitiger Palettenbeladung, komplett durch die Einheit aufgenommen werden. Die aus konventionellen Wechselsystemen bekannten auf- wendigen Lagerstellen entfallen. Somit kann eine autarke Einheit mit äußerst geringem Montageaufwand in das Maschinenbett eingebunden werden und übernimmt den kompletten Werkstückwechsel auf kleinstem Bauraum. Die breite Akzeptanz unseres Systems belegen mehr als 8000 Geräte in 40 verschiedenen Varianten, welche zwischenzeitlich an 15 namhafte Werkzeugmaschinenhersteller geliefert worden sind.
Die Vorteile auf einen Blick:
- Kompakte Einheit bei hoher Leistungsdichte
- Integrierte Lagerstellen zur Aufnahme aller externen Kräfte aus dem Werkstückwechsel auch bei einseitiger Zuladung
- Schnelle und harmonische Kinematik
- Kurze Nebenzeiten durch schnellen Werkstückwechsel
- Lange Lebensdauer bei hoher Zuverlässigkeit und Wartungsfreiheit
- Hohe zertifizierte Qualität durch umfangreiche Testläufe jedes zu liefernden Paletten- wechslers auf Prüfständen
- Vereinfachte Logistik durch produktspezifische Transportgestelle
- Niedrige Produktpreise durch Verzicht auf Proportional- oder Servoventiltechnik

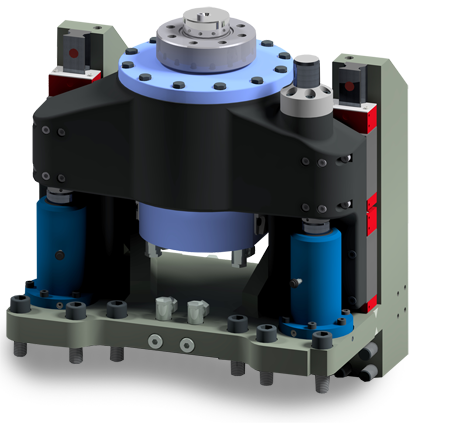
Parallel oder seriell
Das GrundprinzipIn der Konzeption eines Palettenwechslers unterscheiden wir zwischen zwei Ausführungs- varianten. Bei der so genannten seriellen Ausführung wird die Hubeinheit auf die Triebwelle des Schwenkmotors aufgesetzt, was im Ergebnis einer langen und schlanken Bauform entspricht. Bei der zweiten Variante, der so genannten Parallelausführung, sind ein oder zwei Hubeinheiten parallel zum Schwenkmotor angeordnet. Diese Ausführung bedingt eine kurze und breite Geometrie. Welches Prinzip zur Anwendung kommt, wird maßgeblich durch den gewählten Gesamtaufbau der Werkzeugmaschine bestimmt, der letztlich den zur Verfügung stehenden Platz zwischen Maschinenbett und Boden bzw. anderer Bauteile wie z. B. Späneförderer vorgibt.
Produktübersicht

Für eine individuelle Beratung stehen
wir Ihnen gerne zur Verfügung
Sie haben weitere fragen?


